Металлогибочные изделия, отливы, козырьки., Минск


Описание товара
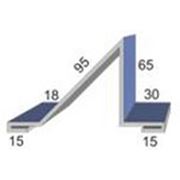
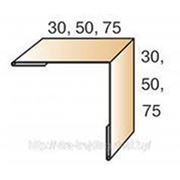
гибка листового металла 0.8мм любой спожности
собственное произвдствоГибка - образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Схема процесса гибки Р - усилие гибки; R и r - наружный и внутренний радиусы гибки; s - толщина материала. В месте изгиба слои металла, расположенные с внутренней стороны, сжимаются, а слои металла, расположенные с наружной стороны, растягиваются в продольном направлении. В поперечном направлении наблюдается обратная картина. Поэтому в месте изгиба форма поперечного сечения нешироких и достаточно толстых полос искажается. Слой заготовки, который при гибке не испытывает ни растяжения, ни сжатия, называется нейтральным. Гибка осуществляется в результате упругопластической деформации, при которой пластической деформации металла предшествует значительная упругая деформация. В результате упругой деформации растянутые и сжатые слои стремятся возвратиться в исходное положение. Вследствие этого, форма детали после гибки не будет соответствовать форме штампа на величину угла упругой деформации, который необходимо учитывать при изготовлении инструмента (штамповой оснастки). Проявляется так называемое явление пружинения. Гибка позволяет получить детали различной формы. Форма деталей, полученных гибкой. Для получения точных размеров гибку заканчивают калибрующим ударом, обеспечивающим полное прилегание заготовки к пуансону. Для повышения точности получаемых при гибке деталей применяют устройства, прижимающее заготовку к пуансону и предотвращающие ее возможное смещение. Калибровка и фиксация заготовок позволяют получать изогнутые детали от 8 до 11-го квалитетов точности. Существенное значение имеет расположение линии гибки по отношению к направлению волокон металла. Линию гибки следует располагать примерно перпендикулярно направлению волокон. Допустимо иногда угол между линией гибки и направлением волокон уменьшать до 45?. При меньших углах и малых радиусах гибки возможен излом материала. Длина заготовки для гибки равна длине нейтрального слоя, который находится на расстоянии, примерно равном от 0,3 до 0,5 толщины металла, от внутренней поверхности изгиба. После гибки из-за упругой разгрузки детали пружинят. При этом их размеры несколько меняются. Для получения требуемых размеров детали применяют следующие методы: гибку с утонением боковых стенок; использование матрицы или пуансона со скосом под углом ? пружинения или гибку с калибровкой. Величина угла пружинения зависит от свойств и состояния материала, его толщины S, формы детали и радиуса r гибки. Например, при гибке без калибровки мягкой стали толщиной S = 8 мм ? = 4? при r/S < 1 и ? = 6? при r/S > 5, а твердой стали (?в = 600 МПа) ? = 7? при r/S < 1 и ? = 12? при r/S > 5. В случае, когда местное ослабление детали допустимо по условиям ее эксплуатации, толщину заготовки в месте гибки уменьшают примерно на 0,5S, используя при этом пуансон без радиуса закругления. При малых радиусах гибки при штамповке возможно образование трещин или разрыв заготовки. Поэтому установлены ориентировочные значения минимально допустимых радиусов гибки. Ориентировочные минимально допустимые радиусы гибки в долях от толщины S материала Для предотвращения сдвига в процессе гибки заготовку иногда фиксируют в штампе, делая для этого технологические отверстия. Гибку с растяжением используют при изгибе с большим радиусом длинных тонких заготовок, которые при обычной гибке почти полностью восстанавливают свою начальную форму вследствие пружинения. При таком способе гибки заготовку зажимают по концам зажимами, а затем изгибают по контуру пуансона с одновременным растяжением от 2 до 5 %. Разновидностью процессов гибки является получение профильных заготовок, имеющих постоянную по длине пространственную форму поперечного сечения, получаемую из плоской листовой заготовки (гнутые профили и трубы). Профилированием изготовляют легкие, но жесткие профили простой и сложной конфигурации различной длины. Исходным материалом при профилировании являются холоднокатаные ленты, полоса или листы толщиной от 0,5 до 20 мм и шириной до 2000 мм из мягкой коррозионно-стойкой (нержавеющей) стали, цветных металлов и их сплавов. Существует много способов и специализированных гибочных машин для получения профильных заготовок из листового металла. Широкие, но короткие профили из тонкого полосового и листового металла изготовляют на универсально-гибочных машинах. Применяя съемные линейки различной формы, можно получать разнообразные открытые и закрытые. Схема действия универсально-гибочной машины для получения профилей. Из рисунка понятен принцип работы универсально-гибочной машины. Наиболее распространенными способами профилирования листового металла являются: гибка на гибочных прессах с поступательным движением ползуна или гибка на роликовых профилировочных станках. Принцип расчета исходной заготовки для штамповки на различных прессах един и приведен выше. Крупные профили как из тонкого, так и из толстого листа изготовляют на специальных листогибочных прессах. Схема изготовления профилей на гибочных прессах с поступательным движением ползуна приведена на следующем рисунке. Длина профиля, который можно получать на гибочных прессах, несколько меньше длины пуансонов и матриц. Гнутый профиль и схема гибки открытых профилей на прессах Как видно из рисунка, на гибочных прессах, используя одни и те же пуансон и матрицу, можно получать различные профили, последовательно применяя одноугловую гибку на различных участках исходной листовой заготовки. Таким способом проще получаются профили с открытым поперечным сечением. Заменой пуансонов и матриц на гибочных прессах можно получать и более сложные профили, в том числе и закрытые профили, например, трубчатые и имеющие круглое сечение.
Похожие товары и услуги от « ИП Плетнев А. В.»





Товары, похожие на Металлогибочные изделия, отливы, козырьки.








Вы можете приобрести товар Металлогибочные изделия, отливы, козырьки. в организации ИП Плетнев А. В. через наш сайт. Стоимость составляет 15 $, а минимальный заказ - 1 кв.м. На данный момент товар находится в статусе "под заказ".
Предприятие ИП Плетнев А. В. является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашем портале для удобства, каждой компании присвоен уникальный идентификатор. ИП Плетнев А. В. имеет ID 80291. Металлогибочные изделия, отливы, козырьки. имеет идентификатор на сайте - 990829. Если у вас появились сложности при взаимодействии с компанией ИП Плетнев А. В. – сообщите идентификаторы компании и товара/услуги в нашу службу поддержки пользователей.
Дата создания модели - 29/08/2013, дата последнего изменения - 14/11/2013. За это время товар был просмотрен 316 раз.