Линия по производству неавтоклавного пенобетона, Минск


Описание товара
Производство, продажа, поставка, монтаж оборудования для производства неавтоклавного пенобетона
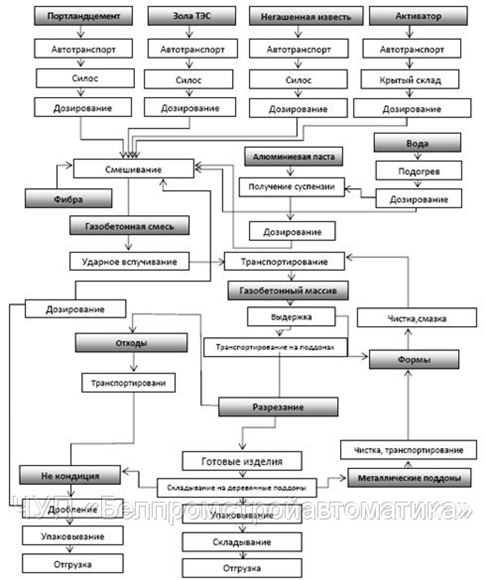
Портландцемент, молотая негашеная известь и зола подается в силос из цементовоза. В качестве активатора бетонной массы используется алюминиевая паста, на основе которой готовится алюминиевая суспензия в емкости с пропеллерным смесителем. Для активации вспучивания и ускорение отвердения газобетона можно использовать сульфат натрия. Сульфат натрия в виде порошка доставляется в емкостях и дозируется через отдельный дозатор. Полипропиленовая фибра подается в смеситель через специальный дозатор. Для приготовления газобетонной массы используют воду, нагретую до +300С.
Газобетонную массу готовят, заливая в бетоносмеситель через весовой дозатор воду и суспензию алюминиевой пасты. Транспортировка извести в весовой дозатор осуществляется шнековым питателем. Из весового дозатора цемент, зола ТЭС и негашеная известь с помощью шнекового транспортера подаются в смеситель. Время перемешивания смеси 3 мин. После этого через весовой дозатор подается алюминиевая суспензия. Время перемешивания газобетонной массы после добавления алюминиевой суспензии не должен превышать 3 мин.
Последовательность добавления компонентов в смеситель:
вода →сульфат натрия →портландцемент зола выноса → негашеная известь →полипропиленовая фибра →алюминиевая суспензия.
Готовую газобетонную смесь выливают в форму, которая предварительно устанавливается на виброударный стол, расположенный под вибросмесителем. Один замес смесителя выливается в одну форму. После заполнения формы включается виброударный механизм. Время вспучивания 7… 10 мин. Общее время дозирования, заливание и вспучивание одного массива — 20 мин. Заполненную газобетоном форму с помощью кран-балки транспортируют на участок выдержки. Время выдержки не меньше 6 ч. После набора массивом необходимой пластической прочности форму монтируют, а массив на поддоне с помощью кран-балки транспортируют на участок отстоя. Через 12 ч. массив разрезают на резальном комплексе на изделия заданных размеров. Формы освобожденные от массива подготавливаются, вставляются очищенные поддоны, собирают и смазывают. Отходы после резания собираются в специальные гибкие контейнеры и подаются в дозировочный узел. Крупногабаритные отходы и брак подаются на молотковую самоочищающуюся дробилку, а после дробления в гибкие контейнеры. Отходы подаются в смеситель через узел подготовки отходов, который состоит из весового дозатора отходов, дозатора воды и смесителя-активатора.
Газобетонные изделия с помощью манипулятора переносят из резального стола на поддоны. Изделия запаковывают пленкой и с помощью автопогрузчика транспортируют на склад готовой продукции.










Товары, похожие на Линия по производству неавтоклавного пенобетона



Вы можете заказать товар Линия по производству неавтоклавного пенобетона в интернет-магазине ООО «Белпромснабавтоматика» через нашу систему. В текущий момент товар находится в статусе "под заказ".
Организация ООО «Белпромснабавтоматика» является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей торговой площадке для удобства, каждой компании присвоен уникальный код. ООО «Белпромснабавтоматика» имеет ID 75277. Линия по производству неавтоклавного пенобетона имеет код на сайте - 381503. Если у вас обнаружились сложности при сотрудничестве с компанией ООО «Белпромснабавтоматика» – сообщите идентификаторы компании и товара/услуги в нашу службу по работе с клиентами.
Товар был добавлен на сайт 28/08/2013, дата последнего изменения - 21/11/2013. С начала размещения товар был просмотрен 191 раз.