Электроды МГМ-50К ф4, Минск







Описание товара
Рекомендации по заварке аварийных повреждений водопроводов холодной и горячей воды, находящихся под давлением до 1 атм электродами МГМ 50К диаметром 3 мм.
Сварочные электроды МГМ-50К входят в 100 ЛУЧШИХ ТОВАРОВ РФ.
Купить электроды МГМ-50К в Минске Вы можете в компании ООО "АлмиТех"
Электроды МГМ-50К синего цвета, а именно имеют синию обмазку!
Область применения
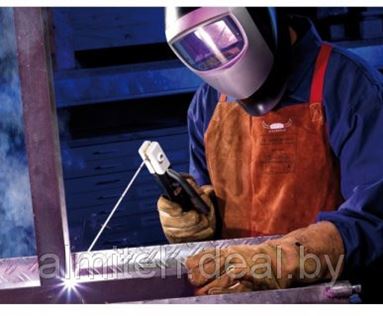
Для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости.
Рекомендуются для сварки конструкций, работающих в условиях пониженных температур. Сварка во всех пространственных положениях, кроме вертикального "сверху-вниз", постоянным током обратной полярности.
Особые свойства
Данная марка электродов обладает высокими сварочно-технологическими свойствами, обеспечивает качественное формирование металла шва, с лёгким отделением шлака.
Технологические особенности сварки
Прокалка перед сваркой: 100-110° С -1 час.
Характеристики электродов
Покрытие - рутиловое
Коэффициент наплавки - 8,7 г/А.ч
Расход электродов на 1 кг наплавленного металла - не более 1,8 кг
Интенсивный износ сетей горячего и холодного водоснабжения и теплоснабжения из низкоуглеродистой стали, низкое качество строительно-монтажных работ приводит к нередким порывам и утечкам, ставят проблему оперативного ремонта повреждений с наименьшими неудобствами для потребителей, в кратчайшие сроки и с надлежащим качеством. Причем все это в условиях эксплуатационных и ремонтных организаций, подразделений, бригад, не оснащенных каким-либо современным «навороченными» ремонтными оборудованием и материалами, да просто не избалованными приличной сварочной техникой и инвертарными приспособлениями, а то и просто силами одного штатного сварщика с попавшим под руку подсобником.
При подобных работах нередко не удается полностью обезводить аварийный участок и произвести заварку дефекта по «классическим канонам». Под бьющей струей воды произвести просто заварку повреждения практически невозможно, т.к. струя выдувает жидкий металл из сварочной ванны.
При заварке точечной отверстий эффективен следующий прием. На месте порыва к трубе приваривается обыкновенная гайка соответствующего размера таким образом, чтобы струя воды находилась по центру отверстия гайки. После чего в гайку вкручивается болт с подмоткой («фум», лён). Для большей надежности болт сваривается с гайкой.
Дело обстоит сложнее, когда порыв достаточно протяженный, либо он находится в угловом шве, в месте врезки труб. Истечение воды сильно мешает нормальному горению дуги либо дуга вообще не горит. В этих условиях хорошо себя зарекомендовал универсальный электрод марки МГМ-50К Мценского завода. Он обладает способностью производить сварку в неблагоприятных для других марок электродов, условиях .. Вокруг дуги возникает газовый пузырь, который оттесняет воду и обеспечивает приемлемые условия для процесса сварки. Применялись источники как постоянного, так и переменного тока.
В связи с этим возникает возможность применения ряда приемов, позволяющих провести ремонт сквозных повреждений трубопровода, находящегося под остаточным давлением воды до 1 атм.
Подготовка к сварке:
- Зачистить место сварки по мере возможности,
- Отбивать шлак после каждого слоя сварки.
1. Заварка с зачеканкой . Рекомендуется электрод МГМ-50К диаметром 3мм. Сварочная дуга зажигается на небольшом расстоянии от сквозного повреждения (примерно 2-3 диаметра сварочного электрода) на более сухой поверхности и подводится почти к краю повреждения. По периметру повреждения наплавляется валик, который постепенно по сужающейся спирали подводится к центру повреждения. Жидкий металл сварочной ванны при этом выдувается действием текущей воды. Поэтому, сразу после отрыва дуги, пока металл горячий и пластичный производится зачеканка остающегося отверстия молотком до прекращения течи. Если полностью прекратить течь не удалось, следует повторить операцию. После окончательного прекращения течи необходимо усилить место зачеканки подваркой.
2. Заварка протяженных повреждений . Аналогичным образом можно заварить протяженные линейные дефекты. При этом дефект разбивается на достаточно короткие участки, которые последовательно обвариваются по спирали к центру каждого участка и зачеканиваются согласно технологии п.1. Заварку дефектов следует начинать с участка наименьшей течи. А если поток по протяженности повреждения одинаковый, то с верхнего участка.
3 . Ремонт с наложением заплаты . Если прилегающие к повреждению стенки трубы ослаблены коррозией, протяженные повреждения не всегда удается заварить по технологии п.2. В таком случае на участок трубы с порывом приходится налагать заплату. Приложив заплату, придавливание, прихватка и сварка первого шва электродами МГМ 50К производится в самом неудобном положении (например, в «потолке») .П ри этом основной поток воды направляем в другие стороны. Далее завариваем следующий по неудобству шов. Последним завариваем шов в самом удобном для сварки положении (верхний). Заварку последнего шва производим теми же электродами МГМ-50К, при необходимости по технологии п.2, короткими участками с зачеканкой и подваркой , начиная с участка наименьшего потока воды.
Меры безопасности :
Для защиты от поражения электрическим током сварщику следует применять соответствующие меры электробезопасности . В частности, производить сварку в диэлектрических перчатках и обуви, в резиновом фартуке для защиты для защиты одежды сварщика от намокания, на деревянных трапиках , резиновых ковриках. Полезно включение в сварочную цепь ограничителя напряжения холостого хода.
Под действием напора воды возможен выплеск жидкого расплавленного металла из сварочной ванны, поэтому необходимо работать в плотно застегнутой спецодежде, в застегнутом подшлемнике и дополнительных защитных очках под сварочной маской.
Характеристики электродов МГМ-50К ф4
- — Страна производитель: Россия
- — Производитель: Межгосметиз-Мценск
- — Диаметр электрода: 4.0 (мм)
- — Длина электрода: 450.0 (мм)
- — Тип электрода: Металлический
- — Тип покрытого электрода по покрытию: С рутиловым покрытием
- — Тип покрытого электрода по применению: Для сварки легированных сталей
- — Тип покрытого электрода по положениям сварки в пространстве: Во всех пространственных положениях, за исключением вертикального сверху-вниз
- — Максимальный сварочный ток: 190.0 (А)
- — Минимальный сварочный ток: 130.0 (А)
- — Вес упаковки: 5.0 (кг)
Похожие товары и услуги от « ООО “АлмиТех“»










Товары, похожие на Электроды МГМ-50К ф4








Вы можете оформить заявку на «Электроды МГМ-50К ф4» в компании «ООО АлмиТех» через торговую площадку BizOrg. Цена 22950 руб. (минимальный заказ 5 кг). На сегодня предложение находится в статусе "в наличии".
Плюсы «ООО АлмиТех»
специальное предложение по сервису и цене для пользователей площадки BizOrg;
своевременное выполнение своих обязательств от компании с рейтингом 5.0;
разнообразные способы оплаты.
Ждем Вашего звонка!
Часто задаваемые вопросы
- Как оформить заказ?Чтобы оформить заказ на «Электроды МГМ-50К ф4» свяжитесь с компанией «ООО АлмиТех» по контактным данным, которые указаны в правом верхнем углу страницы. Обязательно укажите, что нашли компанию на площадке BizOrg.
- Где посмотреть более полную информацию о компании «ООО АлмиТех»?Для получения подробных даных о компании перейдите в правом верхнем углу страницы по ссылке-названию компании. Далее перейдите на интересную Вам вкладку с описанием.
- Предложение описано с ошибками, номер телефона не отвечает и т.п.Если у вас возникли проблемы при работе с «ООО АлмиТех» – сообщите идентификаторы компании (72582) и товара/услуги (461727) в нашу службу технической поддержки.
Служебная информация
«Электроды МГМ-50К ф4» относится к категории: «Электроды».
Предложение появилось на сайте 28.08.2013, дата последнего обновления - 21.11.2013.
За все время предложение было просмотрено 732 раза.